- The main uses of aluminum foil in the pharmaceutical industry
- Aluminum foil composition and alloy selection
- Conclusion
In pharmaceutical packaging, where precision and reliability are paramount, aluminum foil becomes a versatile and indispensable material. The pharmaceutical industry relies on aluminum foil for a variety of applications, leveraging its unique properties to ensure the safety, stability and effectiveness of medical products.
Aluminum foil plays a vital role in the pharmaceutical industry due to its unique combination of properties, making it an ideal material for a variety of applications.
The main uses of aluminum foil in the pharmaceutical industry
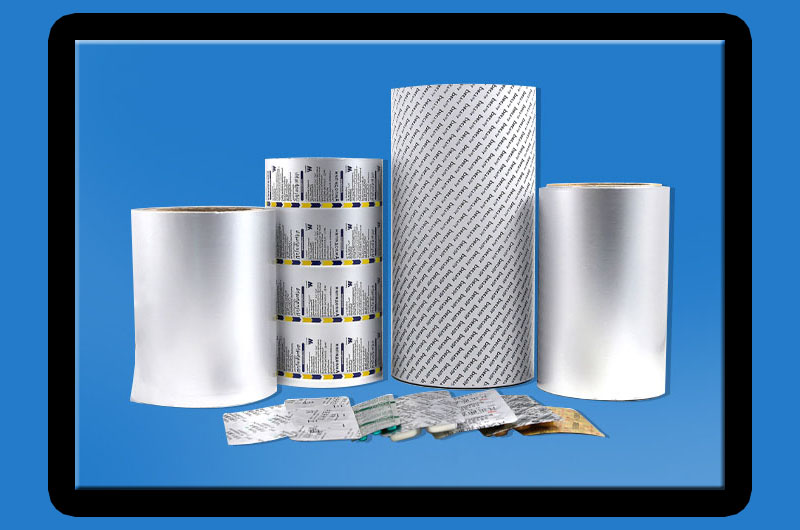
1.Pharmaceutical Blister Packaging
Blister packaging is a common method of packaging pharmaceuticals that involves sealing medications between a blister (usually made of plastic) and an aluminum foil backing. This method provides a tamper-proof and secure enclosure for individual doses, preventing contamination and ensuring dosing accuracy.
2.Strip Packaging
Strip packaging involves using aluminum foil to create individual strips or sachets containing single doses of medicines.
This packaging format is convenient for medications that need to be dispensed in unit doses, improving ease of use for healthcare providers and patients.
3.Suppository and Sachet Packaging
In addition to blister packaging, aluminum foil is also used in other pharmaceutical packaging formats such as suppositories and sachets. Suppositories are medicated, solid inserts for rectal or vaginal administration, often using aluminum foil as an outer packaging to maintain the integrity of the medication.
Sachets, typically used for powder or granular formulations, benefit from the barrier properties of aluminum foil to prevent moisture ingress and maintain product quality.
For drugs that require better protection, such as those that are sensitive to temperature and humidity, cold-formed aluminum foil can be used. Cold forming involves a unique process where the aluminum foil is formed at room temperature without affecting its barrier properties. This method enhances the protection of pharmaceuticals from external factors and is particularly suitable for high-barrier packaging requirements.

5.Laminates and Composites
Aluminum foil is often part of a multi-layer laminate or composite material used in pharmaceutical packaging. These laminates combine the properties of different materials to achieve specific performance standards.
Laminates can include foil, paper and plastic layers to provide a balance of strength, barrier properties and printability.
6.Tamper-Evident Seals
Aluminum foil is used for tamper-evident sealing in pharmaceutical packaging. These seals provide a visual indication of whether the product has been opened or tampered with, ensuring the integrity of the medication.
7.Printability and Branding
Aluminum foil enables high-quality printing and branding on pharmaceutical packaging. Manufacturers can add important information, instructions and branding to aluminum foil, thereby enhancing the visual appeal and communication value of their products.
8.Protection from External Factors
Aluminum foil acts as a barrier against external factors such as light, oxygen and moisture, which can degrade the quality of pharmaceutical products. This protection is critical to maintaining the stability and efficacy of the drug throughout its shelf life.
9.Ease of Handling and Forming
Aluminum foil is flexible and easily molded into different shapes, making it suitable for a variety of packaging formats. Its formability is particularly useful for creating complex blister packs and other custom packaging solutions.
In summary, the use of aluminum foil in various packaging formats emphasizes its importance in ensuring the quality and integrity of pharmaceutical products.
Aluminum foil composition and alloy selection
Aluminum foil is a thin metal sheet whose main component is aluminum. To meet the specific requirements of the pharmaceutical industry, manufacturers often use specific aluminum alloys that offer optimal performance.
The most common alloy used in pharmaceutical packaging is AA 8021, a member of the 8000 series. This alloy combines flexibility, formability and strength, making it ideal for a variety of pharmaceutical applications.
Conclusion
In summary, aluminum foil is key to the pharmaceutical industry and helps improve the safety, stability and reliability of medical products. From blister packaging to cold forming applications, aluminum foil’s unique properties coupled with specific alloy selections make it an ideal material for pharmaceutical packaging.
As the industry continues to evolve, aluminum foil's role in maintaining the integrity of medications remains essential, ensuring patients receive safe and effective treatments.
Informations you may be interested in:

- 8011 Aluminum Foil for Sealing Medical Bottles
- Cold Formed Medicinal 8021-O Aluminum Foil
- 8021 Aluminum Foil for Medical Blister Packaging
- Why medicines are kept in aluminium foil?
- How thick is aluminum foil for pharmaceutical industry?
- Aluminum foil pharma grade 8011 H18
- Cold Forming Blister Foil Pharmaceutical Packaging
- Medicine packaging material PTP 8011 aluminum foil